рис.944

Начало монтажа акустического терминала. Фрезеровкой разъема под терминал я не занимался, это делали на мебельной фирме где заказывал лист МДФ и его раскрой. Работали ручным фрезером, были неточности, доводил сам до необходимого состояния буквально шкуркой и надфилем. Честно - задолбался, так как второй из терминалов оказался еще более проблемный. Если присмотреться, то можно заметить и более серьезный "косяк", его я обнаружил только после того как терминал был смонтирован, присмотревшись не мог понять в чем дело, а дело оказалось в том, что фрезеровка на 1мм смещена ближе к одной из сторон. Если не присматривается - то вроде все нормально. В следующий раз все буду делать на ЧПУ, и дешевле и супер точно. Крепление - забивная (усовая) мебельная гайка и болт М4.
рис.945

Крепление терминала с внутренней стороны.
рис.946

Корпус с задней стенкой, пока без креплений.
рис.947

Здесь задняя стенка уже закреплена. Крепление организовано по такой же технологии, что и фильтр-распорка, т.е. задняя стенка будет съемной и фиксируется такой же врезной мебельной гайкой и болтами М6 по два с каждой из сторон. Пока еще не определился нужны ли еще 2 крепления сверху, или оставить как есть.
рис.948
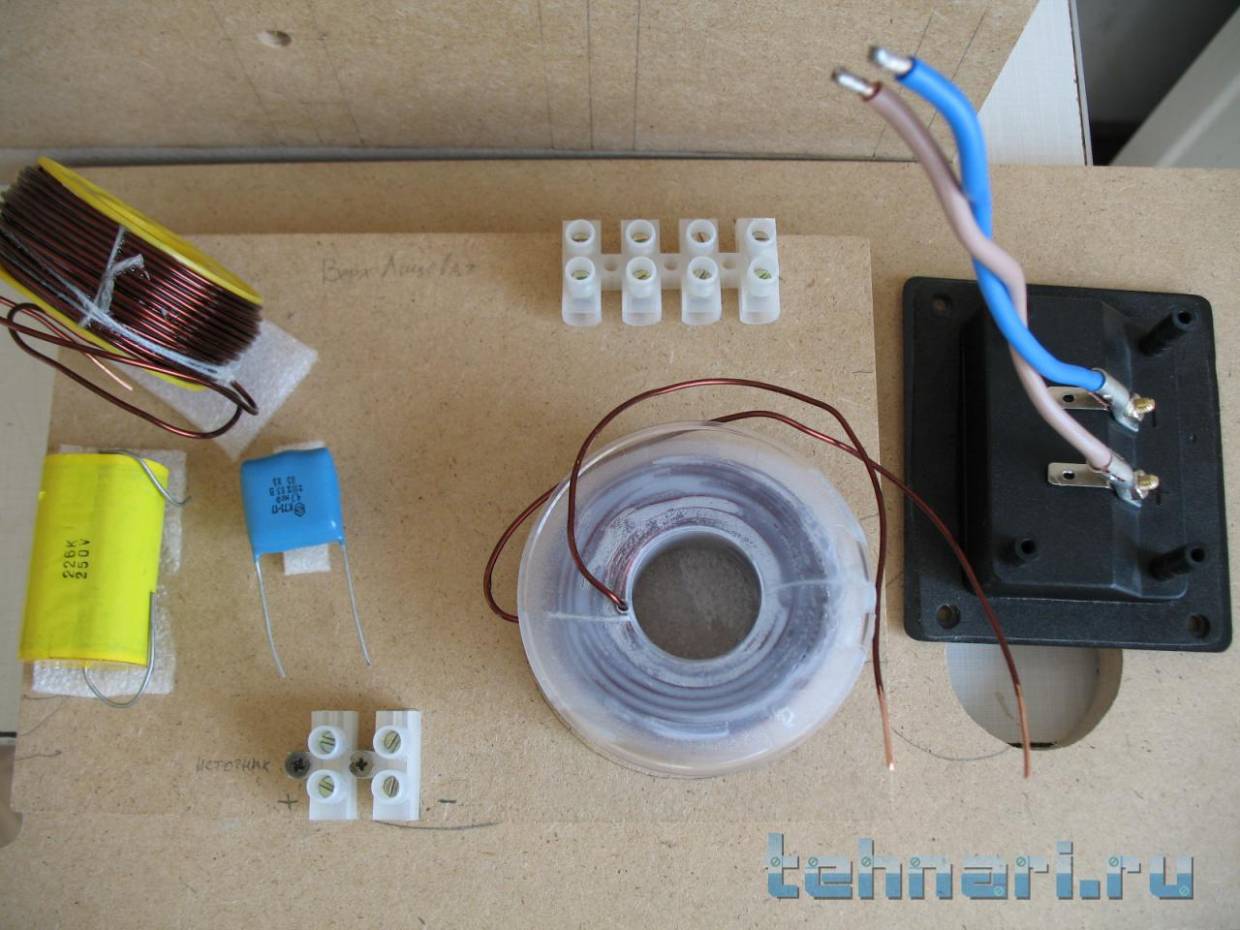
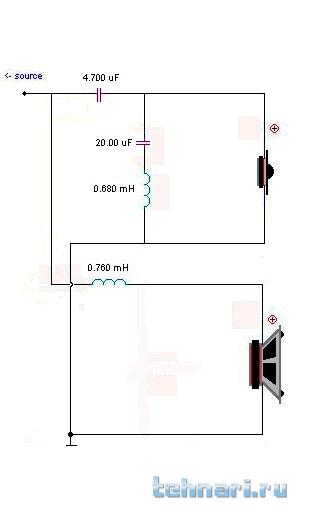
Прикидка расположения компонентов фильтра. Фильтр - от разработчика, т.е. компании АСАЛАБ без каких-либо доработок-переделок.
В будущем, в случае необходимости, фильтр может быть изменен. Каркасы катушек, которые были на фото ранее, теперь выглядят так. Для намотки индуктивностей был использован эмаль-провод сечением 1,32 кв/мм, сопротивление каждой из 4-х катушек не превышает 0,3Ом. Показатель самой индуктивности соответствует требуемым номиналам +/-3% не более. Для расчета параметров намотки была использована программа (CoilCalc_1.02b). Программа считает достаточно точно, намотка катушек производилась станочно, а измерения проводились измерительным мостом. Недостатки: 1) дороговато, 2) использованные пластиковые каркасы оказались негодными для этого, в следующий раз нужно выбирать что-нибудь прочнее и термоустойчивое что бы не склеивать витки, а спекать в автоклаве. Провод в АС будет использоваться обычный медный многожильный, сечение - 6 кв/мм. Под каждым элементом фильтра - прокладка из вспененного полиэтилена, что исключит дребезг. Клеммы с винтовыми зажимами на входе и выходе - это дает дополнительную универсальность при монтаже и обслуживании фильтра.
рис.949
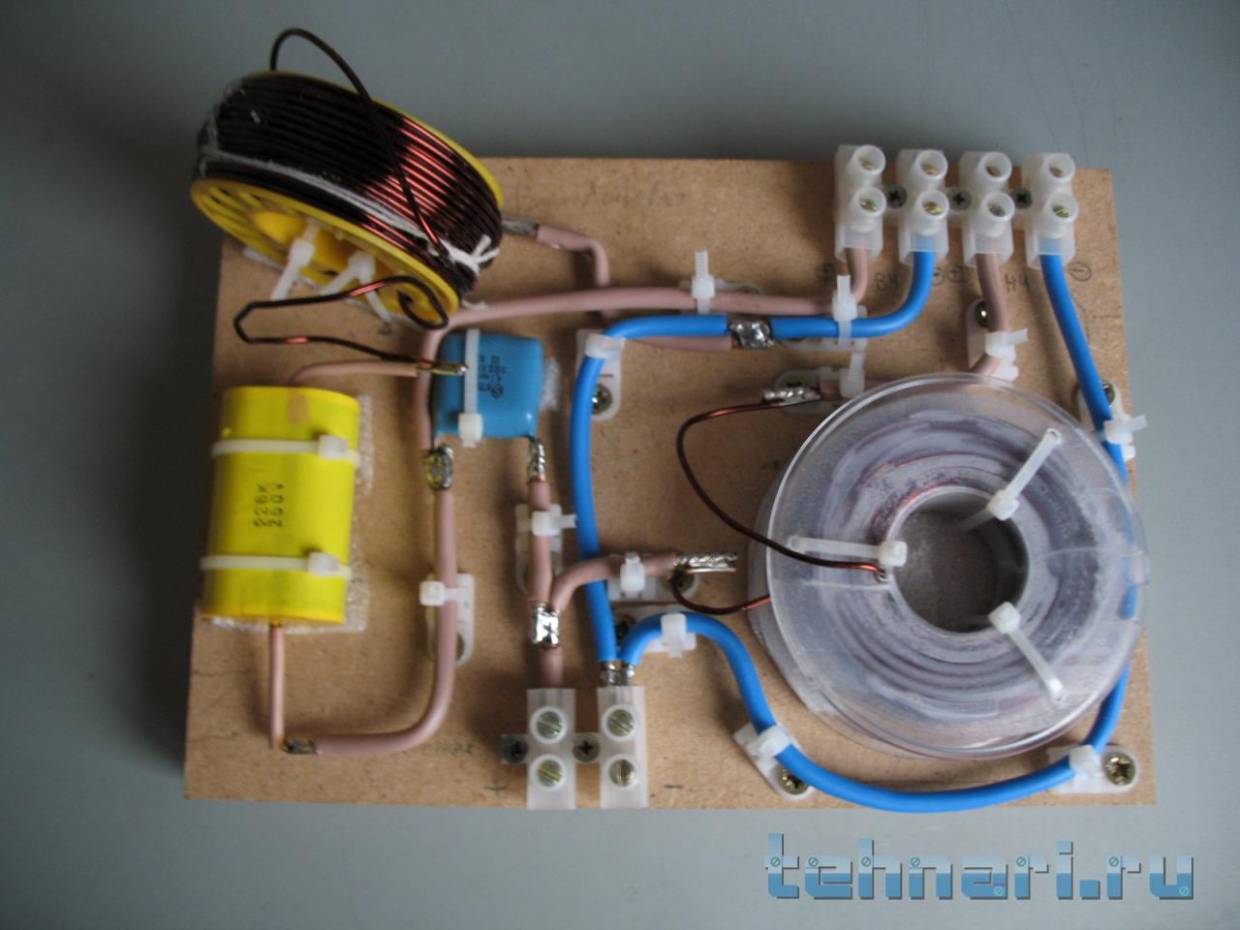
Фильтр собран. Все элементы и проводники крепятся к основанию хомутами. Ничего не болтается, не шумит, все монолитно, в то же время легко демонтируется и монтируется снова.
рис.950

Фильтр-распорка на своем месте в корпусе АС.